For machine-data acquisition it’s often necessary to access, read and use data stored at the PLC (Fanuc: PMC) of a controller. For machines equipped with FOCAS-enabled Fanuc controllers you can use the utility program fanucpmc to do so.
For bidirectional communication between machines with FANUC controllers connected to CNCnetPDM and your applications you can use our free Open Source Client (C-Sharp)
Initially this utility was developed for a project with lots of machines, all equipped with Fanuc controllers but from different manufacturers. The requirement was to get part counter values from all machines. Unfortunately machine manufacturers are free to store such values at different locations including the PMC. With fanucpmc it was possible to scan the PMC and find the location of the values. The program is also very useful for process, tool and quality data acquisition.
DOWNLOAD SOFTWARE
Important: If you’re using HSSB (High Speed Serial Bus) see notes on HSSB below. In both cases run the test directly on the PC with the HSSB interface card!
If you can access the controller via the network it is highly recommend to use the program on a laptop with a network connection at the shop-floor in front of the machine.
LICENSING
If you have installed CNCnetPDM on your PC with a license other than a ‘free license’ and run this program from the folder where CNCnetPDM is installed you get unlimited output. Otherwise the program outputs a restricted set of items. Please see licensing for details or contact us if you have any questions.
Note: If you like to run this program from a different location on your PC you can simply copy your CNCnetPDM.ini file to this directory and restart FanucPMCGui.
Extract all contents of fanucpmc.zip to a folder on your PC.
Navigate to the folder with FanucPMCGui
Double click FanucPMCGui
In section input parameters enter all information to identify controller, PMC area and addresses to be queried.
If you access your controller via network enter the IP Address or DNS Hostname.
Under Port enter the port number configured for the FANUC Focas option at the controller, default 8193.
Only if you access your controller via HSSB change Method to 1 for ‘real’ HSSB or 2 for NCGUIDE HSSB.
Enter the numeric ID Code of the PMC Area that should be queried, for details see pmc_rdpmcrng.
Input Start and End number of the PMC addresses that should be read.
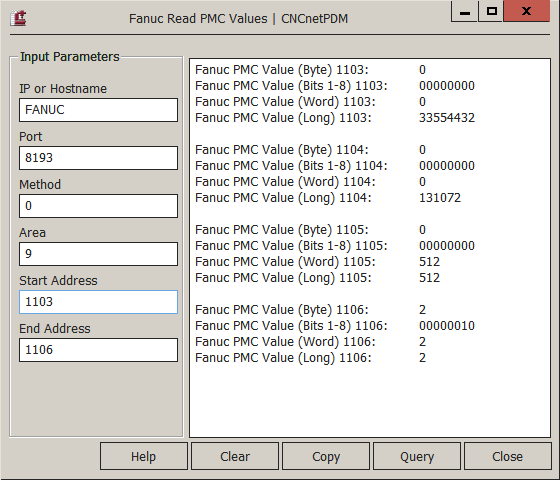
After clicking [Query] you should see output similar to the following in the right pane:
FIG 2: FanucPMCGui: Read PMC data
In this example data of addresses 1103 to 1106 from the data table (9) was queried via network from a controller with DNS Hostname FANUC. If data can be found at the selected addresses the program outputs 4 values: Byte, Bits 1-8, Word and Long.
In the above example the program found data for addresses 1103, 1104, 1105 and 1106. If there's an error the program outputs the reason for it.
Tip: By clicking on [Copy] you can copy the output to the clipboard and simply paste it into a text file.
In practice FanucPMCGui can be used for various requirements:
If you know that the machine stores part counter values at the PMC you can note down the value shown at the operator panel, scan the PMC (max 20 addresses at the same time), copy and paste the output into a text file and search it for the value (for part counter values look at the byte type). You probably will find more than one matching value. Let the machine produce one part. Scan again and search for the value. By doing so it is even possible to find these values without any documentation or assistance of the machine manufacturer!
In case you want to track things like process parameters you can use the same technique: Look at the output at the operator panel and note down the respective value. Scan the PMC and try to find the value. Change the value and scan again. As it is common that the operator panel displays converted values it may be necessary to get the conversion formula from the machine manufacturer.
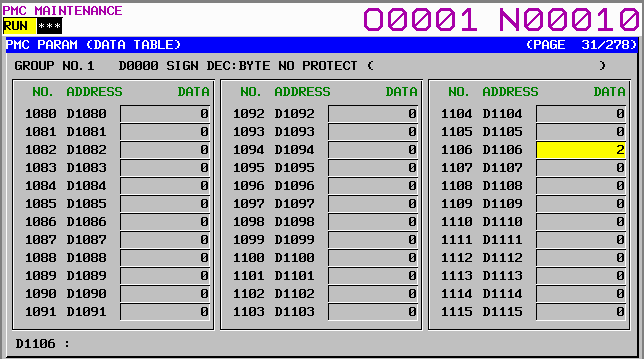
FIG 3: Fanuc 31i Model B Data Table (9) output
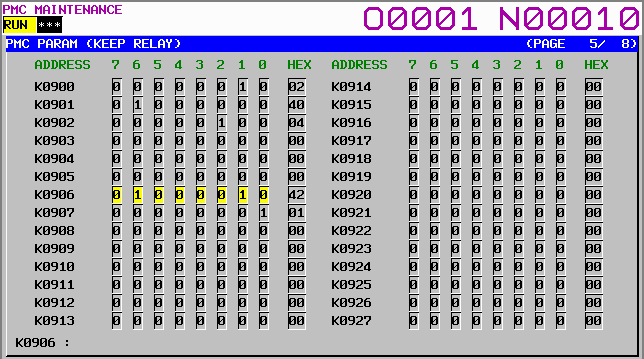
FIG 4: Fanuc 31i Model B Keep Relay (7) output
HSSB
If your machine has a PC that is connected to the controller via HSSB or you use HSSB features of FANUC’s NCGUIDE simulation software the setup procedure is slightly different. In both cases do NOT use the dll files starting with fwlib (e.g. Fwlib32.dll) included in fanucpmc.zip. For HSSB on a real machine use the fwlib dll’s that the machine’s PC uses (search for them). For NCGUIDE use the following 5 dll’s that are installed by NCGUIDE: fwlib0DN.dll, Fwlib32.dll, fwlibNCG.dll, hssb.dll and mcnhssb.dll.
UPGRADE PROGRAM
If you already have a previous version of the program installed and would like to upgrade to the most recent version in the same folder proceed as follows:
Stop the program if it’s running
Delete all DLLs that start with Fwlib e.g. fwlib0iD.dll
Extract all content of fanucpmc.zip into the folder where you have the previous version installed, overwrite existing files.
Run the new version.
Privacy notice
This website uses cookies. By continuing to use it you agree to our privacy policy.