For various items such as cycle time, spindle & axis control or tool life management it is necessary to read parameter values from controllers. If you’d like to synchronize devices with each other or simply ‘tag’ a machine with things like work-order or operation number it is also useful to be able to write parameter values that can be read by CNCnetPDM later. For machines equipped with FOCAS-enabled Fanuc controllers you can use the utility programs FanucParamReadGui and FanucParamWriteGui to do so.
Read- & Writeable Parameters include (Fanuc 30i, 31i, 32i Model A):
Reader/puncher interface
Power mate CNC
System configuration
Axis control/increment system
Coordinates
Stored stroke check
Chuck and tail stock barrier
Feed rate
Acceleration/deceleration control
Servo
DI/DO
Display and edit
Programs
Pitch error compensation
Spindle control
Tool compensation
Canned cycles
Rigid tapping
Scaling/coordinate rotation
Single directional positioning
Polar coordinate interpolation
Normal direction control
Index table indexing
Involute interpolation
Exponential interpolation
Straightness compensation
Inclination compensation
Custom macros
Skip function
External data input/output
Fine torque sensing
Graphic display
Screen display colors
Run hour and parts count display
Tool life management
Position switch functions
Manual operation and automatic operation
Manual handle feed, handle interruption and handle feed in tool axial direction
Reference position with mechanical stopper
Software operator's panel
Program restart
Rotary table dynamic fixture offset
Polygon turning
The electric gear box (EGB)
Axis control by PMC
Multi-path control
Interference check between paths
Axis re-composition and superimposed control
Angular axis control
Feed axis synchronous control
Sequence number comparison and stop
Chopping
AI contour control
High-speed position switch
Maintenance
The incorrect operation prevention function
Screen display colors
Three-dimensional error compensation
PMC (PLC)
High-speed position switch
Malfunction protection
Manual handle
Display and edit
Tool life management
Machining condition selection function
Parameter of linear scale with absolute address reference position
For bidirectional communication between machines with FANUC controllers connected to CNCnetPDM and your applications you can use our free Open Source Client (C-Sharp)
Important: If you’re using HSSB (High Speed Serial Bus) see notes on HSSB below. In both cases run the test directly on the PC with the HSSB interface card!
If you can access the controller via the network it is highly recommend to use the program on a laptop with a network connection at the shop-floor in front of the machine.
LICENSING
If you have installed CNCnetPDM on your PC with a license other than a ‘free license’ and run this program from the folder where CNCnetPDM is installed input and output of parameters is unlimited. Otherwise the program outputs or allows input of a restricted set of items. Please see licensing for details or contact us if you have any questions.
Note: If you like to run this program from a different location on your PC you can simply copy your CNCnetPDM.ini file to this directory.
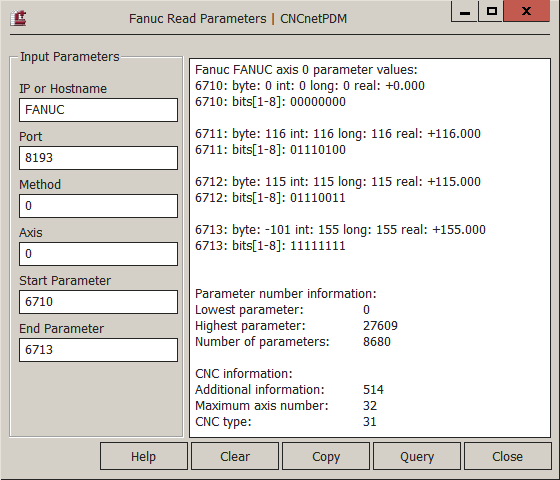
In this example data from address 6710 (Count Up M-Code) to 6713 (Parts required) with no axis (0) was queried via network from a controller with DNS Hostname FANUC. If data can be found at the selected addresses the program outputs 5 values: byte, INT (word), long (dword), real (float) and bits 1-8.
In the above example the program found data at all addresses. In case of an error the program outputs the reason.
Tip: By clicking on [Copy] you can copy the output to the clipboard and simply paste it into a text file.
Notes:
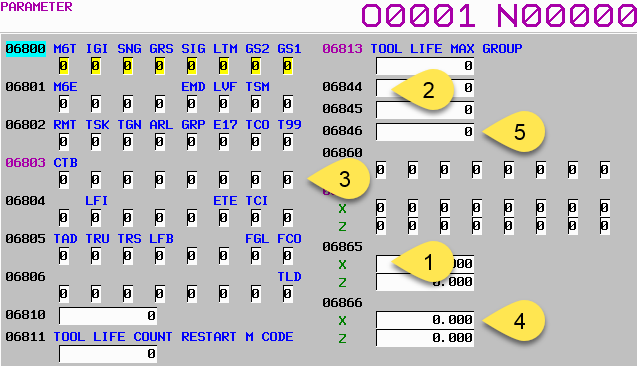
Parameters with a preceding axis name (1) have to be queried with the respective axis numberg. X = 1, Z = 2
Items without preceding characters (2) have to be acquired either with Axis = 0 (no axis) or Axis = -1 (all axes)
WRITE PARAMETERS
Navigate to the folder with FanucParamWriteGui and double click it.
In section input parameters enter all information to identify controller, axis parameter, parameter number, new parameter value and select input type.
If you access your controller via network enter the IP Address or DNS Hostname.
Under Port enter the port number configured for the FANUC FOCAS option at the controller, default 8193.
Only if you access your controller via HSSB change Method to 1 for ‘real’ HSSB or 2 for NCGUIDE HSSB.
Enter the correct axis number for the parameter to be written (-1 = all axes, 0 = no axes, 1-n = axis number).
Input parameter number and it’s new value. If you select Bits you have to enter 8 digits only containing 0 or 1.
Select the correct data type for input, Bits (e.g. 01000010), Byte, Word (int), DWord (long) or Real (float).
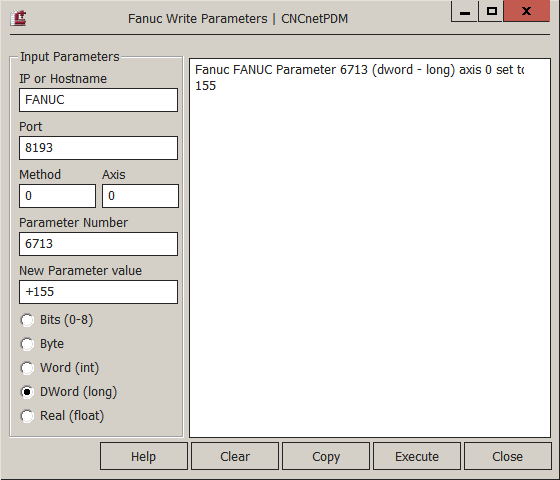
After clicking [Execute] you can see the result of the writing operation similar to the following in the right pane:
FIG 2: FanucParamWriteGui: Write parameter 6713
In this example parameter 6713 (Parts required) was set to +155 via network on a controller with DNS Hostname FANUC. As this parameter is axis independent axis was set to 0. Input format was set to DWord (long).
If the parameter can be found and the writing operation succeeds FanucParamWrite outputs the new value of the parameter in the right pane. Otherwise FanucParamWrite outputs the reason for the error.
Notes:
Parameters with a preceding axis name (1) have to be written with the respective axis numberg. X = 1, Z = 2
Without preceding characters (2) parameters have to be written either with Axis = 0 (no axis) or Axis = -1 (all axes). Usually Axis = 0 is correct.
For plain numbers (5) it’s best to start with data type DWord (long).
Use a dot ‘.’ as delimiter for decimal numbers (4).
For Bits (3) input 8 digits only containing 0 or 1
For output that shows bits 0-8 (3) use output item ‘bdata’
For output with a decimal point (4) use ‘rdata’
If plain numbers (5) are output use either ‘cdata’, ‘idata’ or ‘ldata’, compare values displayed at the controller with FanucParamReadGui
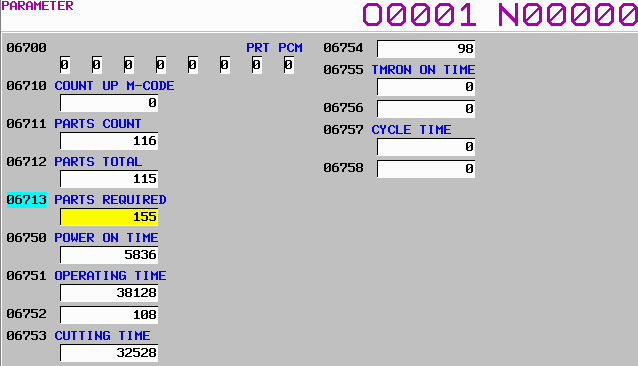
FIG 3: Fanuc 31i Model B Parameter output A
FIG 4: Fanuc 31i Model B Parameter output B
HSSB
If your machine has a PC that is connected to the controller via HSSB or you use HSSB features of FANUC’s NCGUIDE simulation software the setup procedure is slightly different. In both cases do NOT use the dll files starting with fwlib (e.g. Fwlib32.dll) included in fanucparam.zip. For HSSB on a real machine use the fwlib dll’s that the machine’s PC uses (search for them). For NCGUIDE use the following 5 dll’s that are installed by NCGUIDE: fwlib0DN.dll, Fwlib32.dll, fwlibNCG.dll, hssb.dll and mcnhssb.dll.
PARAMETER DOCUMENTATION
Detailed documentation of available parameters on Fanuc 30i, 31i, 32i Model A including parameter numbers, description and output data types.
UPGRADE PROGRAM
If you already have a previous version of the program installed and would like to upgrade to the most recent version in the same folder proceed as follows:
Stop the program if it’s running
Delete all DLLs that start with Fwlib e.g. fwlib0iD.dll
Extract all content of fanucparam.zip into the folder where you have the previous version installed, overwrite existing files.
Run the new version.
Privacy notice
This website uses cookies. By continuing to use it you agree to our privacy policy.